品牌:河北威岳
精度:0-1-2-3
硬度:HB170-240
材质:HT250
起订:1件
供应:1000件
发货:3天内
发送询价
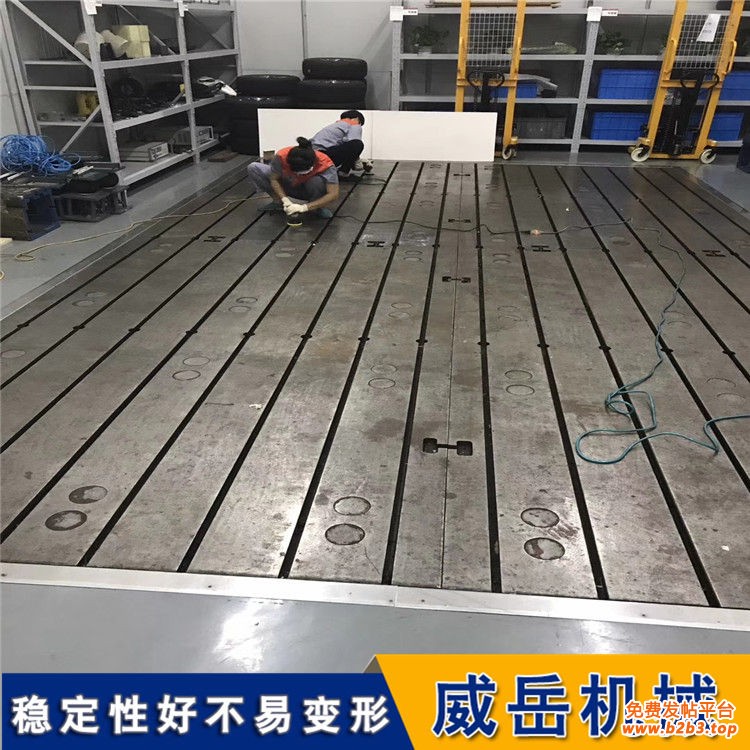
铸铁T型槽底板平板工艺的流程具体有哪些
T型槽底板,作为机械制造与测试领域中的关键组件,其工艺流程的重要性不言而喻。本文将详细介绍T型槽底板工艺流程的具体步骤,从材质选择、铸造准备、锻造加工、精度控制到后期处理,解析T型槽底板的制造过程。
一、材质选择
T型槽底板的材质选择是打造过程的首要环节,它直接关系到产品的硬度、耐磨性、稳定性和韧性。一般而言,T型槽底板主要采用强度灰口铸铁HT200-300,这种材质不仅硬度适中,耐磨性好,而且具有优异的稳定性和韧性。其工作面硬度控制在HB170-240之间,这样的硬度范围既能保证平台的耐磨性,又能避免在使用中因硬度过高而导致工件损坏。
此外,对于某些特定应用场景,如要求更高的强度和硬度,还会选用合金铸铁材料。通过添加合金元素,进一步提升材质的强度和硬度,以满足更高要求的应用场景。
二、铸造准备
在选定材质后,铸造前的准备工作同样至关重要。首先,需要对模具进行设计和制造,确保模具的精度和尺寸符合产品要求。模具的设计应考虑到铸造过程中的收缩率、变形等因素,以确保铸件的尺寸精度。
其次,铸造前需要对原材料进行预处理,包括去除杂质、控制化学成分等,以确保铸件的质量。此外,还需要进行熔炼和浇注等准备工作,熔炼过程中要严格控制熔炼温度和熔炼时间,以确保熔液的均匀性和稳定性。浇注过程中,则需要控制浇注速度和浇注温度,以避免铸件产生问题。
三、锻造加工
锻造是T型槽底板制造过程中的核心环节。锻造过程中,选用刮削技术,这是一种古老而精湛的工艺,通过人工或机械的方式对平台表面进行刮削,以达到平整、光滑的效果。刮削技术不仅能去除铸铁表面的毛糙痕迹,还能显著提高平台的精度。刮削后的平台表面粗糙度Ra的允许值通常在5um以内,这样的精度保证了平台在使用中的稳定性和可靠性。
锻造过程中,还需严格控制切削用量,避免损坏工件。此外,对于T型槽的加工,还需根据槽口的大小和精度要求,进行粗刨和精刨,以确保直角槽和侧面凹槽的精度符合标准。在粗刨阶段,主要去除铸造过程中产生的多余金属和毛刺,为精刨做准备。精刨阶段则进一步细化加工,确保T型槽的尺寸精度和表面粗糙度。
四、精度控制
T型槽底板的精度控制是打造过程中的核心环节。规格方面,平台的长宽尺寸可根据需方图纸定制,常见的规格范围从1000x1000到3000x6000不等。精度方面,则按照国家标准计量检定规程执行。
在精度控制过程中,需要采用高精度的测量设备和测量方法,如激光测距仪、三坐标测量机等,以确保测量结果的准确性和可靠性。同时,还需要对测量数据进行处理和分析,及时发现和纠正偏差,确保产品的精度符合设计要求。
此外,对于T型槽底板的表面质量也需要严格控制。铸造表面应清理型砂且平整,涂漆牢固。精度等级为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。T型槽底板工作面不得有影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等问题。
威岳机械谢女士15350773479