
发货:3天内
中琅商品标签打印软件的特色:
1. 常见条码、二维码尽揽其中,识别率可达A级。
2.支持各种打印机、普通打印机、条码打印机、彩色喷墨及激光打印机、数码印刷机、喷码打印机以及喷绘写真机等等
3.可以绘制矩形、圆形(椭圆)、三角形、多边形、线段、曲线文字等15种图形对象,图形可以随意拉伸、压缩、旋转等,封闭式图形支持渐变色、背景图案等填充方式,图形尺寸、位置、角度可精确设置,图形编辑支持对齐、等间距等常规图像处理。
4.灵活强大的设计排版功能。不仅可以自定义纸张大小、行列数、间距、标签尺寸、文本对齐、打印顺序、页码位置、页码样式等。还支持一拖多、多拖多的套标生成,支持各种简单、复杂的排版。
5.支持各类主流数据库。如Access、Excel、Txt文本、SQL server、Oracle、mysql、Sybase、DB2、SQLlite、DBF等多种大中小型常规数据库。
6. 中琅商品标签打印软件支持PDF、JPG、PNG、GIF、BMP、TIFF等矢量图及位图的导入导出。
案列
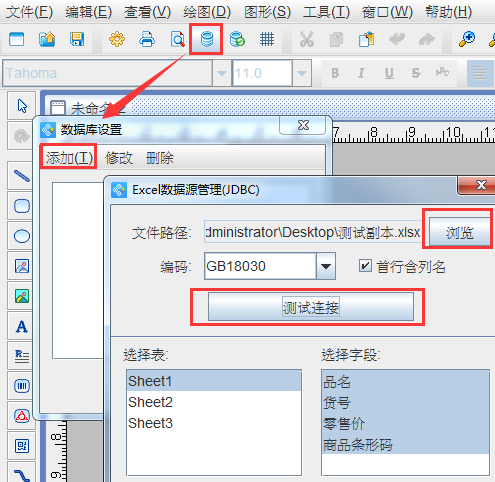
1.打开中琅商品标签打印软件,新建标签之后,点击软件上方工具栏中的“数据库设置按钮”,弹出数据库设置对话框,点击添加,选择“excel数据源”,根据提示点击浏览,选择要导入的excel表,点击测试连接-添加-关闭,excel表就导入到中琅商品标签打印软件了。然后就可以在软件中进行设计及排版了。
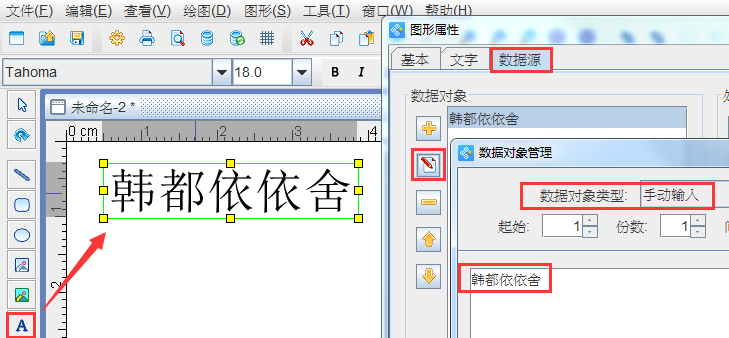
2.添加品牌名。由于品牌名是固定不变的,我们可以使用手动输入的方式添加。
点击软件左侧的“实心A按钮”, 在画布上绘制一个普通文本对象,双击普通文本,在图形属性-数据源中,点击“修改”按钮,数据对象类型选择“手动输入”,在下面的状态框中,手动输入你要添加的信息,点击编辑-确定。
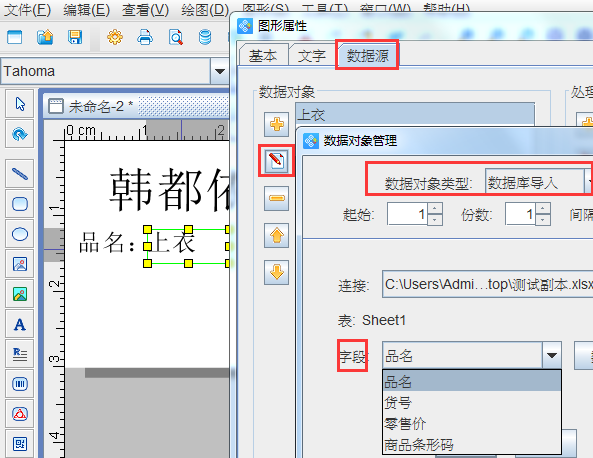
3.添加货品信息,在服装价签中,固定名称可以用手动输入的方式添加,方法同上。比如品名、货号这些等,可变内容在添加的时候,可以复制一个普通文本双击,在图形属性-数据源中,点击“修改”按钮,数据对象类型选择“数据库导入”,然后在字段中选择相应的字段即可导入。
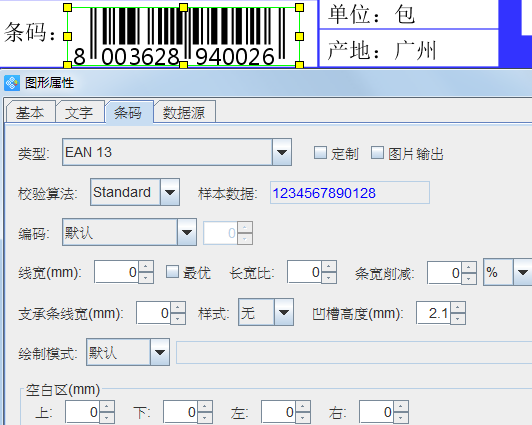
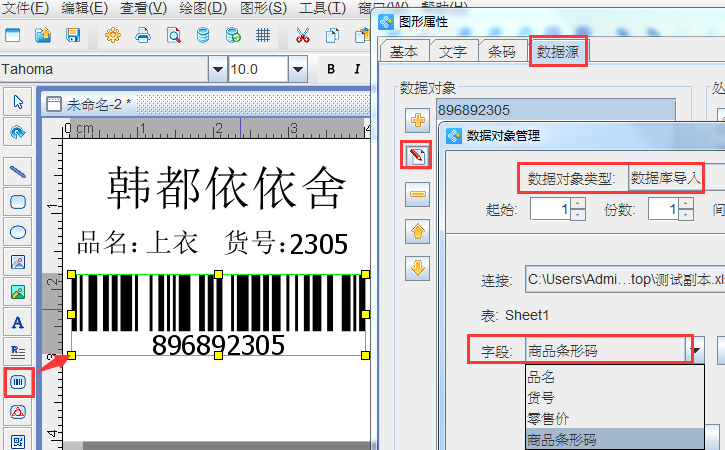
4.条形码的添加方式和添加文本的方法类似,点击软件左侧的“绘制一维条码”按钮,在画布上绘制一个普通文本对象,双击普通文本,在图形属性-数据源中点击“修改”按钮,数据对象类型选择“数据库导入”,在字段中选择相应的字段即可导入。
下面为服装价签添加最后一项“零售价”,零售价及钱币符合也可以用手动输入的方式添加。
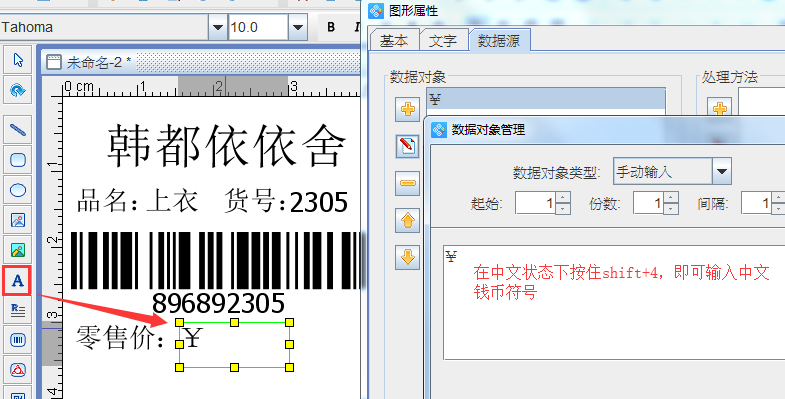
添加钱币符合之后,可以在点击“+”号按钮,数据对象类型选择“数据库导入”,用数据库导入的方式添加可变内容价格。

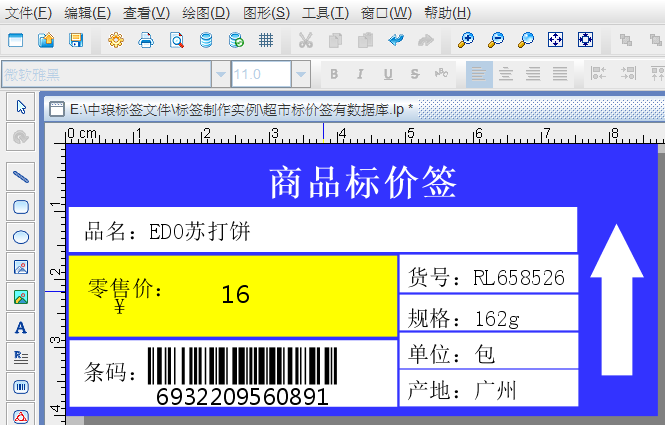
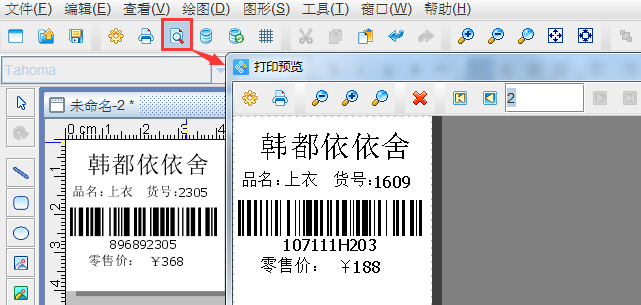
到此,一个服装价签就做好了,编辑界面不会实时变化,要想查看所有的效果,可以点击打印预览,在打印预览界面翻页查看所有的效果。
以上就是在中琅商品标签打印软件中制作服装价签的步骤,是不是很简单,在软件中只要纸张设置没有问题, 就可以连接打印机打印到相应的纸张上。中琅商品标签打印软件支持各种尺寸、各种行业的标签设计制作。